 |  |
phone: +7 495 1087345 fax: +7 495 1087345 office@trans-service.org |
 |  |  |
 |
 |



RUSSIAN language only:
Ship’s internal combustion engines
Проверка и регулирование топливной аппаратуры
Нормальная работа топливной аппаратуры характеризуется бесперебойностью подачи топлива и хорошим его распыливанием в цилиндре. Существенно влияет на работу топливной аппаратуры и качество топлива (наличие или отсутствие воды и механических примесей, вязкость). От качества работы топливной аппаратуры зависят мощностные и экономические показатели двигателя. Наблюдение за работой топливной аппаратуры сводится к профилактике, испытаниями регулировке.
Правилами технической эксплуатации определены сроки периодического контроля, а при необходимости восстановления и регулировки топливных насосов и форсунок. Так, осмотр и профилактику топливных насосов высокого давления крупных дизелей производят через 4 — 6 тыс. ч, а форсунок — через 600 — 1000 ч нормальной работы. У высокооборотных дизелей сроки соответственно в 2 — 3 раза меньше.
Мелкое распыливание подаваемого в цилиндр топлива достигается в современных топливных системах за счет больших давлений распыливания. Высокое давление обеспечивается наличием малых зазоров между плунжером и втулкой (не более 1 — 5 мкм). Простота решения уплотнения является одновременно и недостатком насосов высокого давления, так как увеличение кольцевого зазора вследствие износа снижает плотность пары плунжер-втулка, и, естественно, сказывается на величине развиваемого давления. Из этого вытекает основное контрольное мероприятие, определяющее возможность дальнейшей эксплуатации - проверка плотности. Это относится к прецизионным парам насоса и форсунки.
Существует несколько способов проверки плотности плунжерных пар непосредственно на двигателе. Для проверки необходим рычаг с длиной плеч 1:10 (короткий конец подводится под плунжер, к длинному прилагает усилие человек) и заглушка на форсуночную трубку. Вместо заглушки можно использовать гайку трубки высокого давления, отверстие в которой перекрыто сплошной прокладкой из отожженной красной меди.
Испытания заключаются в следующем. Регулирующий орган насоса устанавливают в положение максимальной подачи; на выходной штуцер насоса, с которого снята трубка высокого давления, устанавливают заглушку, а рычагам создают возможно большее усилие. Принято считать, что если не чувствуется значительного опускания нажимного рычага, то система достаточно герметична. Перед затяжкой заглушки из верхней части насоса следует удалить воздух.
Проверка проста и не требует больших затрат времени, но оценивает плотность пары насоса лишь приблизительно, так как одновременно с ней опрессовке подвергается (например, в насосах двигателей NVD) и впускной клапан. Более точно герметичность отдельных элементов топливной аппаратуры определяется при раздельных испытаниях. Они требуют специальных приспособлений, изготовление которых вполне доступно в судовых условиях.
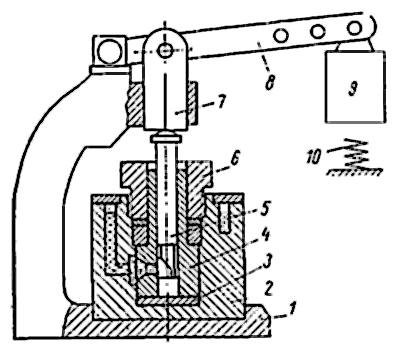
Рис. 3. Стенд для испытаний плунжерных пар при постоянном давлении.
Испытания при постоянном давлении. На рис. 3 показан стенд для испытаний плунжерных пар при постоянном давлении топлива. В упорной плите 1 установлен стакан 2, в который вставлена плунжерная пара 4-5. Втулка 4 пары упирается в заглушку 3, а сверху гайкой 6 обжимается в стакане 2. Усилие от груза 9 передается на плунжер через рычаг 8 и толкатель 7. Топливо заливается в стакан 2. Испытание состоит в том, что одно-временно с нажимом толкателя 7 на плунжер 5 включается секундомер. Срыв рычага при отсечке воспринимается пружинным амортизатором 10.
Гидравлической плотностью плунжерной пары называют время движения плунжера под действием груза постоянной величины на определенном пути. Время указывают в паспортах насосов. Здесь же записано то время прохождения плунжера, которое является минимальным и свидетельствует о непригодности плунжерной пары к дальнейшей эксплуатации.
Испытания при переменном давлении. Давление в испытываемой паре создается форсуночным прессом. Способ заключается в определении времени падения давления в рабочей полости плунжерной пары на заранее заданную величину. В отличие от первого метода плунжер считается неподвижным. Схема установки приведена на рис. 4. В кронштейн 3, укрепленный на верстаке или переборке 1, вмонтирован монтажный, стакан 6. Плунжерная пара 4 — 5 вставлена в стакан и сверху плотно закрывается головкой 5 с двумя отверстиями; 7 — для выпуска воздуха и 9 — для присоединения трубки 10 от форсуночного пресса 12. Упор 2 устанавливает плунжер в направляющей примерно на половине активного хода.
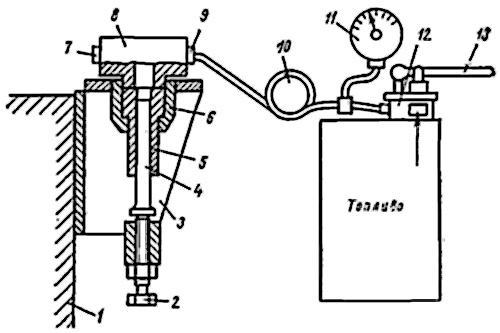
Рис. 4. Схема установки для испытания плунжерных пар при переменном давлении топлива.
При испытании форсуночным прессом с помощью рукоятки 13 создается некоторое начальное давление р1 которое фиксируется манометром 11. Прекратив нагнетание рукояткой, наблюдают за падением давления до р2. Перепад Δр = р1 ÷р2 берут в пределах 10 - 20 МПа, а границы давления р1 = 90 ÷ 50 МПа, р2 = 60 ÷ 40 МПа. Время падения давления зависит от диаметра плунжера, начального давления и вязкости топлива. Если время неизвестно, то его следует определить, испытав новую плунжерную пару на стандартном топливе. Давление р1 устанавливают исходя из возможностей пресса.
Перед испытаниями форсуночным прессом убеждаются в его достаточной герметичности. Для этого служит выходное отверстие. Повысив давление до 35 МПа, не спуская рукоятки, наблюдают за падением давления, которое за 10 мин должно упасть не более чем на 1,0 — 1,5 МПа. Клапаны насосов высокого давления также могут быть испытаны на герметичность с помощью форсуночного пресса.
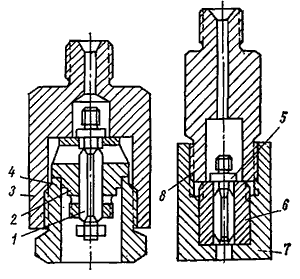
Рис. 5. Эскиз приспособления для испытания всасывающего и нагнетательного клапанов.
На рис. 5 даны эскизы приспособлений для испытаний всасывающего клапана 1 с гнездом 2 и нагнетательного клапана 5 с гнездом 6. В первом случае клапан в сборе крепится в приспособлении 3 гайкой 4, во втором - в приспособлении 7 штуцером 8. К деталям 3 и 8 сверху присоединяют нагнетательный трубопровод форсуночного пресса. При р1= 10÷20МПа и Δp = 2÷5 МПа время падения давления достаточно плотного клапана составляет 20 - 60 с.